电化学加工(ECM)是一种机械加工过程,其中电化学过程用于去除工件上的材料。该工艺以工件为阳极,刀具为阴极。将工件和工具的两个电极浸入电解液(如NaCl)中。当在两个电极之间施加电压时,开始从工件上去除材料。工件和刀具靠得很近,没有接触。在ECM中,材料去除是在原子水平上进行的,因此产生镜面光洁度表面。
- 此过程仅用于加工导电材料。
工作原理
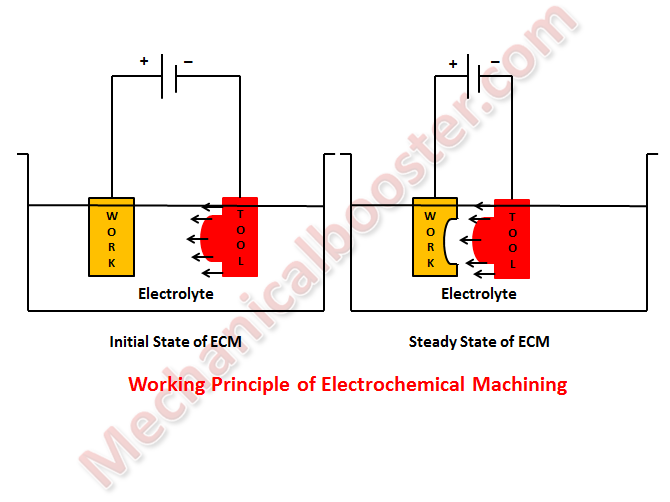
ECM工作与电化学或电镀涂层或沉积过程相反。
在电化学加工过程中,反应发生在电极上,即阳极(工件)和阴极(工具)以及电解液内。
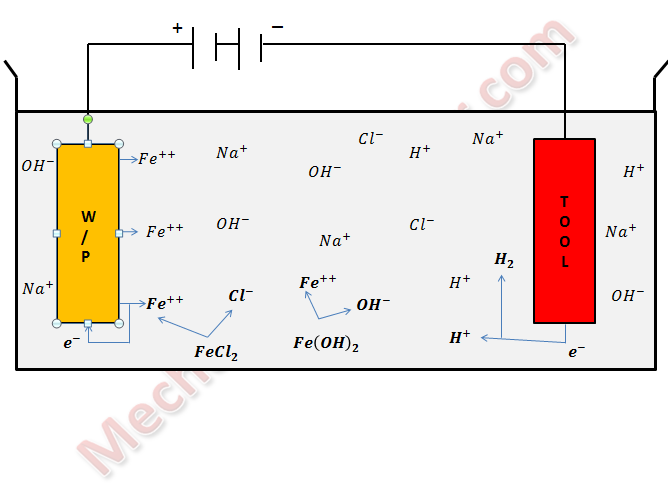
让我们以加工主要由铁合金(Fe)组成的低碳钢为例。我们通常使用氯化钠(NaCl)的中性盐溶液作为电解液来加工铁合金。NaCl和水的离子离解发生在电解质中,如下所示。

当电位差施加在电极上时,离子开始在工具和w/p之间移动。正离子向刀具(阴极)移动,负离子向工件移动。
另见:
在阴极,氢离子吸收电子并转化为氢气。

同样,铁原子以铁离子的形式从阳极(w/p)出来。
![]()
在电解液中,钠离子与羟基离子结合形成氢氧化钠,亚铁离子与氯离子结合形成氯化亚铁。铁离子也与羟基离子结合形成氢氧化铁。

在电解液中,FeCl2和Fe(OH)2生成并以污泥的形式沉淀下来。通过这种方式,材料作为污泥从工件上去除。
电化学加工过程中发生的各种反应如下图所示。
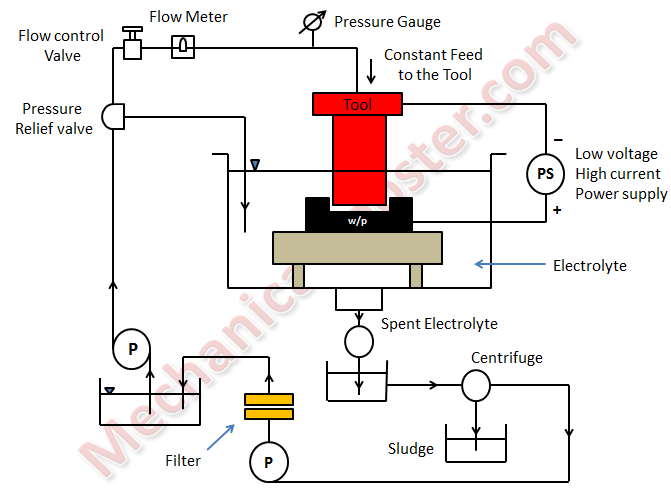
ECM系统具有以下ECM模块或主要设备
- 电源
- 电解质过滤和输送系统
- 刀具进给系统
- 工作槽
电化学加工
- 首先,将工件装配在夹具中,并使刀具靠近工件。将刀具和工件浸入合适的电解液中。
- 然后,在w/p(阳极)和工具(阴极)之间施加电位差。开始移除材料。按照上述工作原理中讨论的相同方式去除材料。
- 刀具进给系统使刀具朝着w/p方向前进,并始终在它们之间保持所需的间隙。来自w/p的物质以正离子形式出现,并与电解液中的离子结合,沉淀为污泥。在加工过程中,氢气在阴极释放。
- 由于材料与水/磷的分离发生在原子水平,因此它提供了极好的表面光洁度。
- 从槽中取出污泥并与电解液分离。过滤后的电解液再次被输送到ECM处理的槽中。
另见:
应用
- ECM过程用于模具下沉操作、仿形和轮廓,钻孔,研磨、开孔和微加工。
- 用于在封闭范围内加工汽轮机叶片。
优势
- 可忽略的刀具磨损。
- 使用凸面和凹面工具可以轻松生产复杂和凹面曲率零件。
- 由于刀具和工件之间没有直接接触,因此不会产生力和残余应力。
- 产生了极好的表面光洁度。
- 产生的热量较少。
缺点
- 在盐水和酸性电解液的情况下,工具、水渍和设备的腐蚀风险增加。
- 电化学加工只能加工导电材料。
- 高功耗。
- 初始投资成本高。
工艺参数
|
序号
|
参数
|
价值观
|
|
1.
|
电源
|
|
|
类型 |
直流电 |
|
|
电压 |
2至35伏 |
|
|
现在的 |
50至40000 A |
|
|
电流密度 |
0.1 A/mm2至5 A/mm2 |
|
|
2.
|
电解质
|
|
|
布料 |
NaCl和NaNO3 |
|
|
温度 |
20摄氏度至50摄氏度 |
|
|
流量 |
20 lpm/100 A电流 |
|
|
压力 |
0.5至20巴 |
|
|
稀释 |
100克/升至500克/升 |
|
|
3.
|
工作间隙
|
0.1毫米至2毫米 |
|
4.
|
过度切割
|
0.2毫米至3毫米 |
|
5.
|
进给速度
|
0.5毫米/分钟至15毫米/分钟 |
|
6.
|
电极材料
|
铜、黄铜和青铜 |
|
7.
|
表面粗糙度(Ra)
|
0.2至1.5μm |







")
